Die Hauptfunktion des Kugelzapfens besteht darin, die Auf- und Abwärtsbewegung des Rades und die Lenkbewegung zu realisieren. Der Kugelbolzen ist ein wichtiges Sicherheitsteil, um die Fahr- und Lenkfunktionen des Autos zu vervollständigen. Die Nutzungsbedingungen der Kugelbolzenteile bestimmen, dass der Kugelbolzen eine ausreichende Festigkeit und Haltbarkeit aufweisen muss, um den Kräften und Vibrationen des Rades standzuhalten, was bedeutet, dass die Kontrolle der Wärmebehandlung des Teils ein Schlüsselfaktor für die Gewährleistung von Festigkeit und Haltbarkeit ist. , Hier wird Ihren Kollegen die langjährige Verbesserungserfahrung der Induktionswärmebehandlung für Kugelbolzen als Referenz vorgestellt.

1. Der Hauptherstellungsprozess des Kugelbolzens
Der im LKW verwendete Kugelzapfen ist aus Stahl der nationalen Norm 45 gefertigt. Entsprechend der Verwendung und den technischen Anforderungen des Kugelzapfens muss die Oberfläche des Kugelzapfens eine hohe Verschleißfestigkeit und Haltbarkeit aufweisen. Der Hauptprozess: Schneiden → Verseifung → Kaltstauchen → Abschrecken und Anlassen → Bohren → Schruppdrehen → Schruppschleifen → Feindrehen → Feinschleifen → Gewindewalzen → Induktionserhitzen und -abschrecken, Anlassen → Zerstörungsfreie Prüfung → Verpacken → Lagern.
2. Technische Anforderungen der Kugelbolzen-Induktionswärmebehandlung
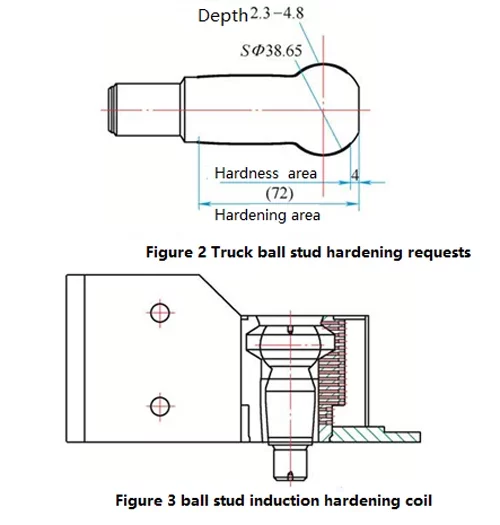
Entsprechend den technischen Anforderungen des Kugelzapfens (siehe Bild 2) wird zum Abschrecken und Anlassen eine mittelfrequente Induktionserwärmung eingesetzt. Die Zwischenfrequenz-Heizmaschine mit einer Leistung von 200 kW und einer Frequenz von 8000 Hz; das Abschreckkühlmedium ist klares Wasser, die Wassertemperatur beträgt 20 ~ 40 ℃ und der Abschreckwasserdruck beträgt 0.2 ~ 0.8 MPa; das Anlassen nimmt einen gutartigen Anlassofen und die Anlasstemperatur 180 ° C an. Der Aufbau des verwendeten Heizinduktors ist in Bild 3 dargestellt.
3. Bestehende Probleme
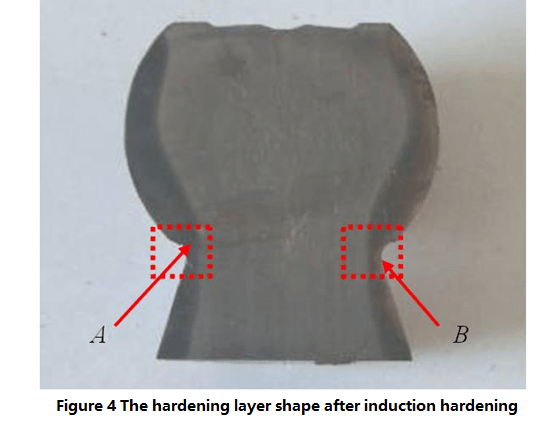
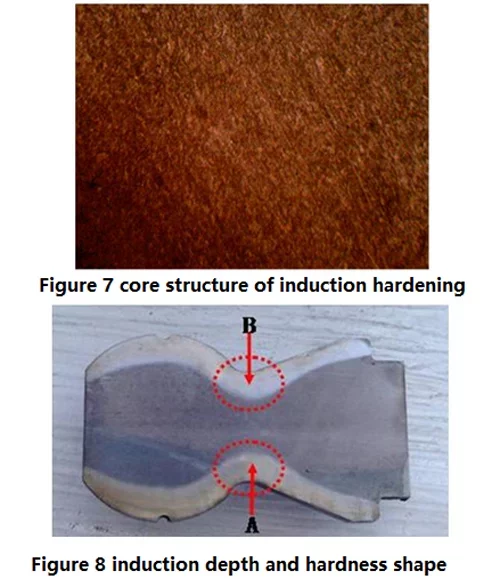
Der durch das oben erwähnte Zwischenfrequenz-Induktionswärmebehandlungsverfahren bearbeitete Kugelbolzen wird durch Inspektion bestätigt: Die Härte, die Martensitstruktur, die Tiefe der gehärteten Schicht, der gehärtete Bereich und die Form sind alle qualifiziert und erfüllen die technischen Anforderungen, jedoch in der Form von Die in Fig. 4 gezeigte gehärtete Schicht A und B sind offensichtlich tiefer als andere Teile, und die Tiefe der gehärteten Schicht ist sehr ungleichmäßig, was große Schwierigkeiten bei der Stabilitätskontrolle der Wärmebehandlung mit sich bringt. Daher haben wir uns entschlossen, dieses unerwünschte Phänomen zu verbessern.
4. Verbesserungen
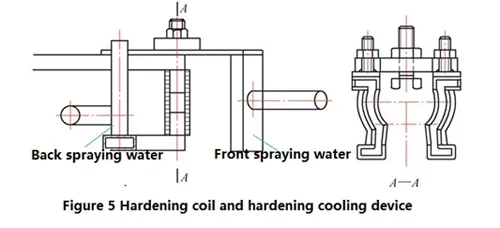
Der neu gestaltete Induktor und die Kühlwasser-Sprühvorrichtung zum Abschrecken nehmen eine geteilte Struktur an (siehe Abbildung 5). Die linke Seite ist der Sensor und die Abschreckkühlwasser-Sprühvorrichtung, die in der Baugruppe zusammengebaut sind, und die rechte AA-Querschnittansicht ist der Induktor und die Positioniervorrichtung auf dem Werkstück. , Die Form des Induktors gewährleistet die Gleichmäßigkeit des Spalts zwischen der Innenseite des Wirkrings des Induktors und dem Werkstück. Das Werkstück wird in die untere Spannvorrichtung eingelegt, in den Induktor gefahren, auf die Mittelposition justiert, mit der oberen Positioniervorrichtung fixiert und dann abgesenkt. Der Klemmmechanismus der Vorrichtung treibt den Kugelstift an, sich zu drehen, und der Sensor wird mit Energie versorgt, um die Teile zu erhitzen. Nachdem das Erhitzen abgeschlossen ist, werden die vorderen und hinteren Löschwasser-Sprühkästen zum Kühlen und Abschrecken besprüht. Der obige Vorgang wird für den nicht abgeschreckten Kugelzapfen wiederholt, und der abgeschreckte Kugelzapfen wird zum Anlassen in den Anlassofen gegeben.
5. Effekte verbessern
Wenden Sie die obigen Verbesserungsmaßnahmen auf die Reinduktionswärmebehandlung des Kugelzapfens an. Nach der Inspektion beträgt die Anlasshärte 60 HRC; Note 2; Die Tiefe der gehärteten Schicht beträgt 3.2 bis 4.0 mm, wie in Abbildung 8 gezeigt, die Form und Schichttiefe der verbesserten Kugelbolzen-Härtungsschicht sind relativ gleichmäßig, insbesondere die Tiefe der gehärteten Schicht bei A und B in Abbildung 8. Die Form wurde erheblich verbessert, aber im Produktionsprozess berichtete der Bediener, dass die Spann- und Entladeeffizienz gering war, was zu einer geringeren Leistung als vor der Verbesserung führte.
6. Nochmals verbessern
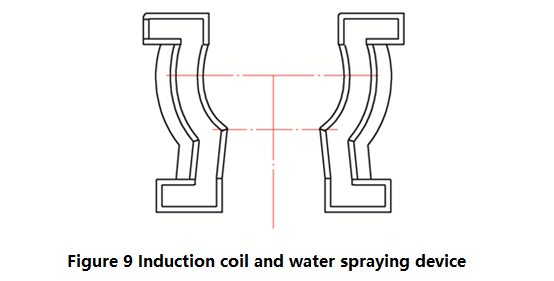
Angesichts der geringen Effizienz beim Spannen und Entladen analysieren wir hauptsächlich, dass die neu konzipierte Positionier- und Spannvorrichtung nicht sinnvoll genug ist, was zu mehr manuellen Eingriffen führt und viel Zeit in Anspruch nimmt. Daher haben wir uns entschieden, eine vertikale Werkzeugmaschine einzuführen, um die ursprüngliche Positionierung und Aufspannung zu ersetzen. Dies verringert die Zeit für die ursprüngliche Befestigungsmutter und die Zeit für das Einfahren des Werkstücks in den Induktor, wenn das Werkstück in den unteren Spannmechanismus eingelegt wird. Aus diesem Grund wechseln der in Fig. 5 gezeigte entsprechende geteilte Induktor und die Lösch-Kühlwasser-Sprühvorrichtung AA die Ansicht zu dem in Fig. 9 gezeigten Zustand. XNUMX.
Nachdem der verbesserte Klemm- und Positionierungsmechanismus in Produktion genommen wurde, kehrt die Effizienz des Klemmens und Entladens zum normalen Produktionszustand zurück, der erfüllt wird
die Produktionsanforderungen.
7. Schlussfolgerungen
Durch die systematische Verbesserung der Induktionswärmebehandlung von Kugelzapfen mit komplexen Formen haben wir ein tieferes Verständnis dafür, dass im Prozess der Wärmebehandlungsprozessgestaltung nur der Zyklusprozess der kontinuierlichen Gestaltung, praktischen Überprüfung, Verbesserungsbestätigung und erneuten Prüfung und Verbesserung kann den gesamten Wärmebehandlungsprozess machen. Das System wird kontinuierlich verbessert, um die vom Teiledesign geforderten technischen Leistungsanforderungen besser zu erfüllen.
Stichworte:Oberflächenhärtemaschine für Kugeldübel, Kugelkopfstift Induktionshärten, Kugelbolzen-Härtemaschine, Kugelstift-Induktionswärmebehandlungsmaschine, Induktionshärten der Kugelpfanne, Kugelpfannen-Induktionstemperiermaschine, Kugelbolzen Induktionshärten, Kugelbolzen-Induktionshärtungslösungen, Induktionshärten, Induktionshärtewerkzeug, Kugelzapfen mit Induktionsabschreckung
Produkte in Beziehung setzen
-
 CNC-Härtesystem
CNC-HärtesystemCNC-Abschreckmaschine
-
CNC-Härtesystem
CNC-Induktionshärtemaschine
-
Induktionswärmebehandlungssystem
Kugelbolzen-Induktionshärtemaschine


