Das Prinzip der Zweifrequenz-Induktionserwärmung
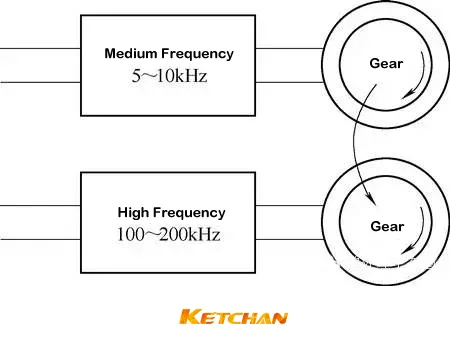
Herkömmliches (traditionelles) Zweifrequenz-Induktionshärten besteht darin, dass zwei Frequenzstromversorgungen jeweils an zwei Induktoren angelegt werden und das Zahnrad von dem Niederfrequenzinduktor vorgewärmt und schnell zu einem anderen Hochfrequenzinduktor zum Erhitzen und Abschrecken bewegt werden muss, wie z gezeigt in Abbildung 1. Beim Zweifrequenz-Induktionshärten wird Niederfrequenzerwärmung verwendet, um Wärmeenergie nach innen zu verteilen, und schließlich Hochfrequenzerwärmung an die Oberfläche, dh das Merkmal „Niederfrequenz tendiert nach innen, Hochfrequenz tendiert zu der Oberfläche".
Abbildung 1 Schematische Darstellung einer konventionellen Zweifrequenz-Abschreckung
Dual-Frequenz Induktionshärten ist ein Induktionsheizvorrichtung und Abschreckverfahren, um die Tiefe der gehärteten Schicht zu erhöhen und die Härteverteilung vernünftiger zu machen. Das heißt, die gehärtete Schicht, die entlang des Zahnprofils verteilt ist, kann durch Verwendung des sequentiellen Mittelfrequenz-Hochfrequenz-Erwärmungsverfahrens erhalten werden, und die Wärmebehandlungsverzerrung des Zahnrads ist gering.
Verwenden Sie beispielsweise für ein Zahnrad mit einem Modul von 4 mm Mittelfrequenzstrom zum Erwärmen (2.5 bis 3 s) der Zahnnut und der Zahnseite in der Nähe des Zahnfußes und verwenden Sie dann 250 kHz Hochfrequenzstrom zum Erwärmen (0.6 bis 0.7 s). der Zahnoberseite und dem Zahn nahe der Zahnoberseite, dann abgeschreckt.
Wenn die Guangzhou Automobile Group Co., Ltd. eine Doppelfrequenz-Induktionserwärmung und -abschreckung an Zahnrädern aus 45-Stahl und Modul 3 durchführt, kann eine gehärtete Schicht erhalten werden, die gleichmäßig entlang des Zahnprofils verteilt ist. Wenn die gehärtete Schicht 0.8 mm beträgt, ist die beste hervorragende Biegeermüdungsleistung, die im Wesentlichen der von SCM420 (äquivalent zu 20CrMo-Stahl) aufgekohlter Zahnradermüdungsleistung entspricht, und die Ermüdungsgrenze kann 1450 MPa erreichen.
Prozess und Wirkung der Zweifrequenz-Induktionserwärmung
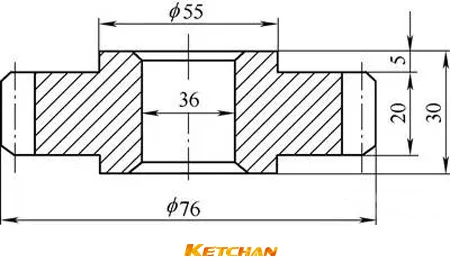
Nihon Electric Industrial Co., Ltd. hat das Zahnrad-Doppelfrequenz-Abschreckverfahren getestet und kann eine geringere Verzerrung erzielen als das Zahnrad-Einfrequenz-Abschreckverfahren und das Aufkohlungs-Abschreckverfahren. Das Evolventen-Stirnrad (siehe Abbildung 2) hat einen Modul von 2 mm und eine volle Zahnhöhe von 4.7. mm, die Zähnezahl beträgt 36 und das Material ist S45C-Stahl (entspricht 45 Stahl). Die Zahnoberfläche wird durch Schaben fertiggestellt, und die Vorwärmebehandlung dient zum Anlassen.
Abbildung 2 Form des Testzahnrads
Das Zweifrequenz-Induktionshärteverfahren ist im Bild unten dargestellt. Setzen Sie zuerst das Zahnrad auf die Halterung und drehen Sie es dann mit hoher Geschwindigkeit mit der Mittelachse. Gleichzeitig sendet das Induktionsnetzteil (1) einen Strom von f = 3000 Hz und tritt in den Induktor (A) ein. ) zum Vorheizen. Wenn das Zahnrad die optimale Temperatur erreicht, wird die Stromversorgung (1) unterbrochen und das Zahnrad fällt schnell in den Lösch- und Heizinduktor (B), und gleichzeitig beginnt die Hochfrequenz-Stromversorgung (2). Sendeleistung, die Frequenz f = 140 kHz und die Zahnoberfläche des Zahnrads Schnelles Abschrecken und Erhitzen der Zahnspitze, wenn die Zahnoberfläche die Abschrecktemperatur erreicht, die Hochfrequenz-Stromversorgung abschalten, die Drehzahl des Zahnrads verringern , und sprühen Sie gleichzeitig Kühlwasser aus dem Abschreckwassermantel, um die Zahnoberfläche, die Zahnspitze und die Zahnwurzel schnell abzukühlen. Man erhält eine entlang des Zahnprofils verteilte gehärtete Schicht.
Das Zweifrequenz-Induktionshärteverfahren
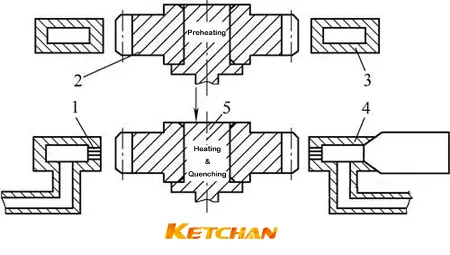
1. Wassersprühloch 2. Zahnrad 3. Vorwärmsensor (A) 4. Hochfrequenz-Heizsensor (B) + Kühlwassermantel 5. Vorrichtung
Tabelle 1: zeigt die Prozessparameter von drei Wärmebehandlungen für Zahnräder.
| Die wichtigsten Prozessparameter sind das Härten mit doppelter Frequenz, das Härten mit einer Frequenz und das Aufkohlhärten | ||
|---|---|---|
| Parameter des Zweifrequenz-Härtungsprozesses | Prozessparameter für das Einfrequenzhärten | Prozessparameter des Aufkohlungshärtens |
| Vorheizleistung 100kW | Heizleistung 90kW | Aufkohlen 950℃ |
| Vorwärmfrequenz 3kHz | Frequenz 90kHz | 950 ℃ und Wärmeerhaltung 2.5 h |
| Vorheizzeit 3.65 s | Aufheizzeit 3.8s | Vorkühlung auf 850℃ |
| Luftkühlzeit 3.85 s | Vorheizzeit 0 s | 850℃ für 20min |
| Hochfrequenz-Eingangsleistung 900 kW | ||
| Hochfrequenzfrequenz 140 kHz | Wassersprühzeit 15s | Kühlmedium zum Abschrecken - Öl |
| Aufheizzeit 0.14s | Aufheizzeit 0.14s | Anlasstemperatur 180℃ |
| Wassersprühzeit 10s | / | Temperierzeit 2h |
| Wassersprühdurchfluss 100 l/min | / | Anschließend Luftkühlung |
Die Testergebnisse des Zahnradverzugs, der Druckeigenspannung und der Profilierungsrate entlang des Zahnprofils nach drei Prozessen sind in Tabelle 2 gezeigt. Aus Tabelle 2 ist ersichtlich, dass der Wärmebehandlungsverzug des Zahnrads nach dem Abschrecken mit zwei Frequenzen am kleinsten ist. die Präzision ist am höchsten und die Druckeigenspannung ist am höchsten.
Tabelle 2: Ergebnisse des Wärmeverzugs nach Aufkohlen und Abschrecken, Einfrequenz-Induktionshärten und Doppelfrequenz-Induktionshärten (μm)
| Wärmeverzugsergebnisse nach Aufkohlen und Abschrecken, Einfrequenz-Induktionshärten und Doppelfrequenz-Induktionshärten (μm) | ||||
|---|---|---|---|---|
| Artikel | Aufkohlen Abschrecken + Anlassen | Einfrequenz-Induktionshärten | Zweifrequenz-Induktionshärten | Notizen |
| Durchschnittlicher Profilfehler | 4.26 ~ 4.8 | 2.2 ~ 3.3 | 3.1 ~ 308 | / |
| Zahnprofilversatz | 16 | 8.4 | 6.0 | / |
| Zahnauslauf | 5.867 | 3.103 | 2.198 | / |
| Mittelwert des Zahnrichtungsfehlers | 6.91 | 3.7 ~ 4.1 | 3.7 ~ 4.1 | / |
| Zahnfehlerausgleich | 20 | 4.4 | 4.4 | / |
| Zahnauslauf | 7.51 | 1.855 | 1.584 | / |
| Zahnwurzelmitte Restspannung/MPa | -27.7 | -51.3 | -778 | / |
| Härteschichttiefe der Zahnoberseite /mm | 0.87 | 4.69 | 1.54 | Wenn die Tiefe der wurzelgehärteten Schicht 0.55 mm beträgt |
| Profilierungsrate der gehärteten Schicht (%) | 81.5 | 0.2 | 67.2 | / |