Induktionshärtung von Zahnkränzen
Das Hohlrad (einschließlich des Außenzahnrads und des Innenzahnrads) ist ein häufig verwendetes mechanisches Getriebeteil, insbesondere das Hohlrad mit großem Durchmesser wird häufig zur Oberflächenverstärkung durch Induktionserwärmung und Abschreckung verwendet. Die Induktionshärtungsmaschine für Zahnkränze ist aufgrund ihres einfachen Prozesses, der geringen Verformung der Teile, der teilweisen Behandlung der Teile, der hohen Produktionseffizienz, der Energieeinsparung, der sauberen Produktion, der geringeren Umweltverschmutzung und der einfachen Mechanisierung und Automatisierung des Prozesses weit verbreitet.
Anwendungen zum Induktionshärten von Zahnkränzen
Induktionshärtungsverfahren für Zahnkränze
Es gibt vier Arten von Ringrad-Induktionserwärmungs- und Abschreckmethoden, nämlich Spalt-für-Spalt-Induktionshärtung für Ringräder, Zahn-für-Zahn-Induktionshärtung, Spin-Härtungs-Induktionshärtung und Zweifrequenz-Induktionshärtung. Das Induktionshärten entlang der Zahnnut und das Zahn-für-Zahn-Induktionshärteverfahren eignen sich besonders für äußere und innere Zahnkränze mit großen Durchmessern (bis zu 2.5 m) und großen Modulen, jedoch nicht für Zahnräder mit kleinem Durchmesser und kleinen Modulen (Module). weniger als 6).
- Zahnkranz-Induktionshärtung Spalt für Spalt: Die Zahnflanke und der Zahnfuß sind gehärtet, und es gibt keine gehärtete Schicht in der Mitte des Zahnkopfes (siehe Abbildung 1). Die Wärmebehandlungsverformung dieses Verfahrens ist gering, aber die Produktionseffizienz ist gering.
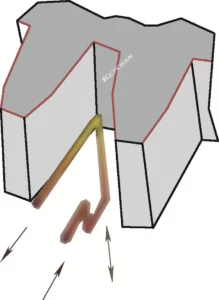
- Zahnkranz-Induktionshärtung Spalt für Spalt: Die Zahnflanke und der Zahnfuß sind gehärtet, und es gibt keine gehärtete Schicht in der Mitte des Zahnkopfes (siehe Abbildung 1). Die Wärmebehandlungsverformung dieses Verfahrens ist gering, aber die Produktionseffizienz ist gering.
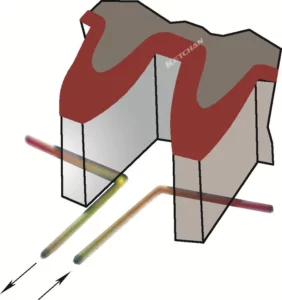
- Induktionshärten von Spin-Ring-Zahnrädern: Singleturn-Scanning-Abschreckung oder Multiturn-Heizungsabschreckung gleichzeitig, die Zähne sind im Grunde vollständig abgeschreckt und die Wurzelhärtungsschicht ist flach (siehe Abbildung 3). Geeignet für mittlere und kleine Getriebe, nicht geeignet für Hochleistungsgetriebe mit hoher Geschwindigkeit.
- Zweifrequenz-Induktionshärten: Die Zwischenfrequenz heizt die Zahnlücke vor und die Hochfrequenz heizt die Zahnspitze auf, um eine gehärtete Schicht zu erhalten, die im Wesentlichen entlang des Zahnprofils verteilt ist.
Technische Punkte des lückenlosen Induktionshärtens von Zahnkränzen
(1). Die übliche Frequenz des Induktionshärtens entlang der Zahnnut des Hohlrads beträgt 1 bis 30 kHz, und der Spalt zwischen dem Induktor und dem Teil wird auf 0.5 bis 1 mm geregelt.
(2). Die entlang der Rastinduktoren erzeugten Wirbelströme sind schmetterlingsförmig mit der höchsten Stromdichte an der Wurzel. Daher muss der Induktor mit einem magnetischen Leiter ausgestattet sein, und die Stromdichte des Induktors in der Nähe der Zahnfußoberfläche kann erhöht werden, indem seine Kerbantriebswirkung verwendet wird, um den Wirkungsgrad des Induktors zu verbessern.
(3). Es ist notwendig, die Induktionsspule genau so zu steuern, dass sie sehr symmetrisch zu den benachbarten zwei Flanken ist, und den Spalt zwischen den Flanken und den Zahnfüßen genau zu steuern.
(4). Passen Sie die Höhe des Induktors und die Menge des magnetischen Leiters angemessen an, um sicherzustellen, dass die Erwärmungstemperatur der Zahnoberfläche und des Zahnfußes gleichmäßig ist und Abschreckrisse verhindert werden.


Wie macht man die Ringzahnrad-Induktionsspulen?
(1) Induktionsspule mit einer Schleife
(2) Verzweigungsschleifen-Induktionsspule
Der Hauptstromkreis befindet sich in der Mitte und die beiden Zweigstromkreise befinden sich auf beiden Seiten. Der Hauptkreisstrom ist doppelt so hoch wie der Zweigkreisstrom, wodurch das Überhitzungsbild von scharfen Ecken an den Einlass- und Auslassstirnflächen des Hohlrads effektiv reduziert werden kann.
Die Induktionsspule hat eine hohe Fertigungspräzision und lange Lebensdauer und muss während des Gebrauchs sorgfältig eingestellt werden, um eine vorzeitige Beschädigung zu vermeiden.
Wie kann die Induktionshärtungsqualität des Zahnkranzes verbessert werden?
- Die gehärtete Schicht ist ungleichmäßig verteilt, eine Seite hat eine hohe Härte und eine tiefe harte Schicht; die andere Seite hat eine geringe Härte und eine flache harte Schicht. Denn das Induktionshärten entlang der Zahnnut hat eine hohe Positionsempfindlichkeit im Vergleich zum Drehinduktionshärten des Ringinduktors. Um eine hochsymmetrische Spaltverteilung zwischen Zahnflanke und Induktor zu gewährleisten, ist eine hochpräzise Positioniervorrichtung zu konstruieren und herzustellen. Wenn es nicht symmetrisch ist, kann es auch zu Kurzschlusslichtbögen zwischen dem Induktor und den Teilen auf der Seite mit einem kleinen Spalt kommen, was zu einer vorzeitigen Beschädigung des Induktors führt.
- Gehärtete Flanke geglüht. Der Grund ist, dass die Zusatzkühlvorrichtung nicht richtig eingestellt ist oder die Kühlmittelmenge nicht ausreicht.
- Das Kupferrohr an der Nasenspitze der Induktionsspule ist überhitzt. Bei Verwendung des nicht vergrabenen Scan-Abschreckverfahrens entlang der Zahnnut wird das Kupferrohr aufgrund des relativ kleinen Spalts zwischen dem Induktor und dem Teil, der Wärmestrahlung der Heizfläche und der begrenzten Größe leicht überhitzt und durchgebrannt Kupferrohr in der Nase. um die Induktionsspule zu beschädigen. Daher muss der Induktor sicherstellen, dass eine ausreichende Strömung und ein ausreichender Druck des Kühlmediums zum Durchströmen vorhanden sind.
- Während des Ansaugvorgangs ändern sich Form und Position des Hohlrads. Beim Scannen und Abschrecken entlang der Zahnrinne wölbt sich der fertig behandelte Zahn um 0.1 bis 0.3 mm. Verformung, Wärmeausdehnung und unsachgemäße Einstellung der Induktionsspule führen zu Schäden an den Teilen und der Induktionsspule. Daher sollte bei der Bestimmung des Spalts zwischen Induktor und Zahnflanke der Wärmeausdehnungsfaktor berücksichtigt und eine geeignete Begrenzungsvorrichtung verwendet werden, um den Spalt sicherzustellen.
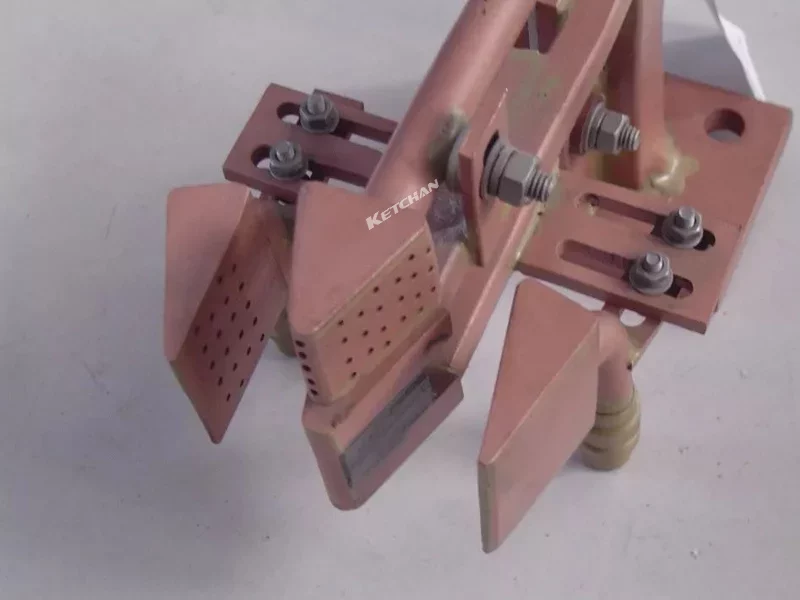
- Die Leistung des Induktormagnetisierers wird verschlechtert. Die Arbeitsbedingungen des Magnetleiters sind hart und er wird leicht durch Überhitzung in einem hochdichten Magnetfeld und in einer Hochstromumgebung beschädigt (siehe Abbildung 7). Gleichzeitig wird die Leistung durch das Abschreckmedium und Korrosion beeinträchtigt. Daher ist es notwendig, bei der täglichen Wartung und Instandhaltung der Induktionsspule gute Arbeit zu leisten.
Überhitzungsschaden der Induktionsspule
")
Stichworte:Einsatz Induktionshärten, Verzahnungsinduktionshärten, Induktionshärten von Innenverzahnungen, Induktionshärtemaschine, Induktionshärten von Drehkränzen, Induktionshärtungsringe, Kettenräder induktiv härten, Induktionswärmebehandlungssystem, Induktionslöschmaschine, Wärmebehandlung des Zahnkranzes, Hohlrad induktionshärten, Großwälzlager induktiv härten
Produkte in Beziehung setzen
-
 Induktionsspulen
InduktionsspulenInduktionshärtungsspule
-
CNC-Härtesystem
CNC-Induktionshärtemaschine
-
 Induktionswärmebehandlungssystem
InduktionswärmebehandlungssystemZahnradhärtemaschine



{kind=link}