")



Warum das Ventil induktionshärten?
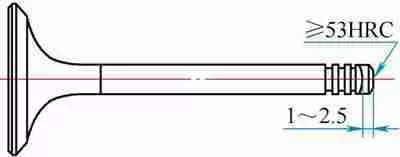
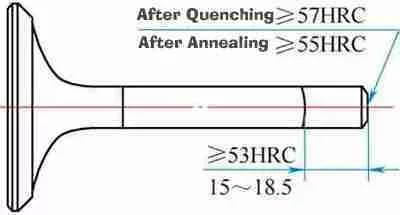
Um die Lebensdauer des Motorventils zu verbessern, sollten wir den Induktionshärtungsprozess für Ventilschaft und Kegeloberfläche durchführen. Die Abschreckhärte beträgt normalerweise 50-62 HRC, Induktionsabschrecklänge oder -tiefe ≥ 2 mm, die feine Körnung in der Größe 8 usw. Je nach den Betriebsbedingungen und Anforderungen des Ventils kann das Abschrecken des Ventilstangenendes in das vollständige Härten des Ventilschafts, das Stoßabschrecken des Stangenendes, das Abschrecken des Schaftprofils usw. unterteilt werden. Diese Jahre nachdem wir einige berühmte Ventilhersteller beliefert haben, aktualisieren wir unsere Ventil-Induktionshärtemaschinen immer, um sie schneller, stabiler und kommerzieller zu machen.
Wie macht man die Spule der Ventilinduktionshärtemaschine?
Das Abschrecken des Ventilstangenendes wird durch eine Hochfrequenz-Induktionshärtungsanlage und einen Induktor erreicht. Die Qualität der Induktionswärmebehandlung und die Effizienz und Nutzung der Ausrüstung hängen weitgehend von der Konstruktion und Herstellung der Induktorstruktur ab. Je nach Typ und Eigenschaften des Ventilstangenende-Löschinduktors kann er in den ebenen Induktor, den U-förmigen oder rechteckigen Induktor (Kopieren), den offenen kontinuierlichen Löschinduktor (Stangenende-Löschen usw.) unterteilt werden, treffen Sie seine unterschiedliche Endfläche Härte, Abschrecklänge oder -tiefe, technische Anforderungen usw. Beim Abschrecken des Ventilstangenendes sind die grundlegenden Anforderungen an den Abschreckinduktor wie folgt:
- Der Induktor ist mit einem rechteckigen (oder runden Kupferrohr) reinen Kupferrohr oder einer Kupferplatte verschweißt, um den Effekt scharfer Ecken im rechten Winkel zu vermeiden und ein Überhitzen oder Brennen an den Ecken zu verhindern.
- Der Induktor sollte mit einer magnetischen Führung ausgestattet sein, um die Erwärmungseffizienz beim Schlag- und Profilabschrecken zu verbessern.
- Einfach zu installieren, herzustellen und einzustellen, mit ausreichender Festigkeit, beim Erhitzen nicht leicht zu verformen und bequem zum Reinigen von Zunder und äußerem Schmutz im Induktor.
- Zum kontinuierlichen Abschrecken durch Typ Induktor, die obere und untere, die Innenseite der Isolationsfliesen, um eine Entzündung zu verhindern, die Lebensdauer zu verlängern und bessere Kühlbedingungen zu haben.
Eine Vielzahl von Produktionspraktiken hat bewiesen, dass die Verwendung eines rechteckigen Induktors anstelle eines zylindrischen Induktors offensichtliche Vorteile hinsichtlich der Verbesserung der Qualität der Induktionslöschung am Ventilstangenende, der Verlängerung der Ventillebensdauer und der Steigerung der Produktivität, der Verkürzung der Nebenzeiten und der Vereinfachung hat Abschreckausrüstung.
Was sind die technischen Merkmale der Ventilinduktionshärtemaschine?
Die Hauptmerkmale unserer automatischen Ventilinduktionshärtemaschine sind wie folgt:
- Der Induktor ist fixiert und die Abschrecklänge der Ventilstange ist stabil.
- Das Annehmen von Löschenergie zum Einstellen der Heiztemperatur hat eine gute Steuerleistung.
- Automatisches Be- und Entladen, künstliche intelligente Steuerung und Trennung von Alarmen für hohe und niedrige Temperaturen.
Wie wird die Ventilinduktionshärtung durchgeführt?
Um sicherzustellen, dass die Qualität des Ventilstangenendes nach dem Abschrecken den technischen Anforderungen entspricht, sollten die Induktionshärtungsspule und die Struktur des Kühlsystems gemäß den technischen Anforderungen für das Härten des Ventilstangenendes ausgewählt werden. Führen Sie gemäß den Ergebnissen des Prozesstests zur Bestimmung der besten Prozessparameter und gemäß den spezifischen Anforderungen die folgende spezifische Prozesskontrolle durch.
- Um die Heizleistung, Spannung, Stromstärke (Heiztemperatur) oder Heizenergie, Heizzeit (Schlag) oder Vorschubgeschwindigkeit der Ventilinduktionshärtemaschine usw. zu bestimmen.
- Abschreckkühlmitteltemperatur, Sprühdruck, Öl- oder Wasserabschreckkühlmittelkonzentrationsbereich und Abkühlzeit.
- Das Kreislaufsystem des Abschreckkühlmediums sollte regelmäßig gereinigt werden. Nach jeder Abschaltung oder Wiederinbetriebnahme der fehlerhaften Anlage sollte das Abschrecken des Stangenendes durchgeführt werden, nachdem das Abschreckkühlmedium 20 Minuten lang umgewälzt wurde.
- Der magnetische Leiter sollte zuverlässig mit dem Induktor verbunden sein und sicherstellen, dass er parallel zur Innenwand des Induktors verläuft.
- Die Baugröße des Induktors und des Kühlsystems sollte mit den Anforderungen an die Abschreckung der Ventilstange übereinstimmen.
- Die Positionierungsvorrichtung für das Abschrecken des Motorventilstangenendes und die Klemm- oder Pressvorrichtung sollten in jeder Schicht überprüft werden, und Anomalien sollten zur Überprüfung gestoppt werden.
Was ist KETCHAN Ventil Induktionshärtemaschine Datenblatt?
Prozessbereich | Ventildurchmesser: 5–10 mm, Ventilhutdurchmesser 20–50 mm, Gesamtlänge 70–150 mm. |
Werkstoff | 21-4N, 4Cr10Si2Mo, ursprüngliche Härte 25-45HRC |
Härtetiefe | 2-5mm |
Härtungshärte | Mehr als 50 HRC |
Hochfrequenz-Induktionserwärmungsmaschine | Spannung: 380V~480V 50Hz/60Hz Frequenz: 20-60KHZ |
Totale Kraft | 40KW |
Produktionsgeschwindigkeit | 5S/Stück |




{kind=link}
{kind=link}