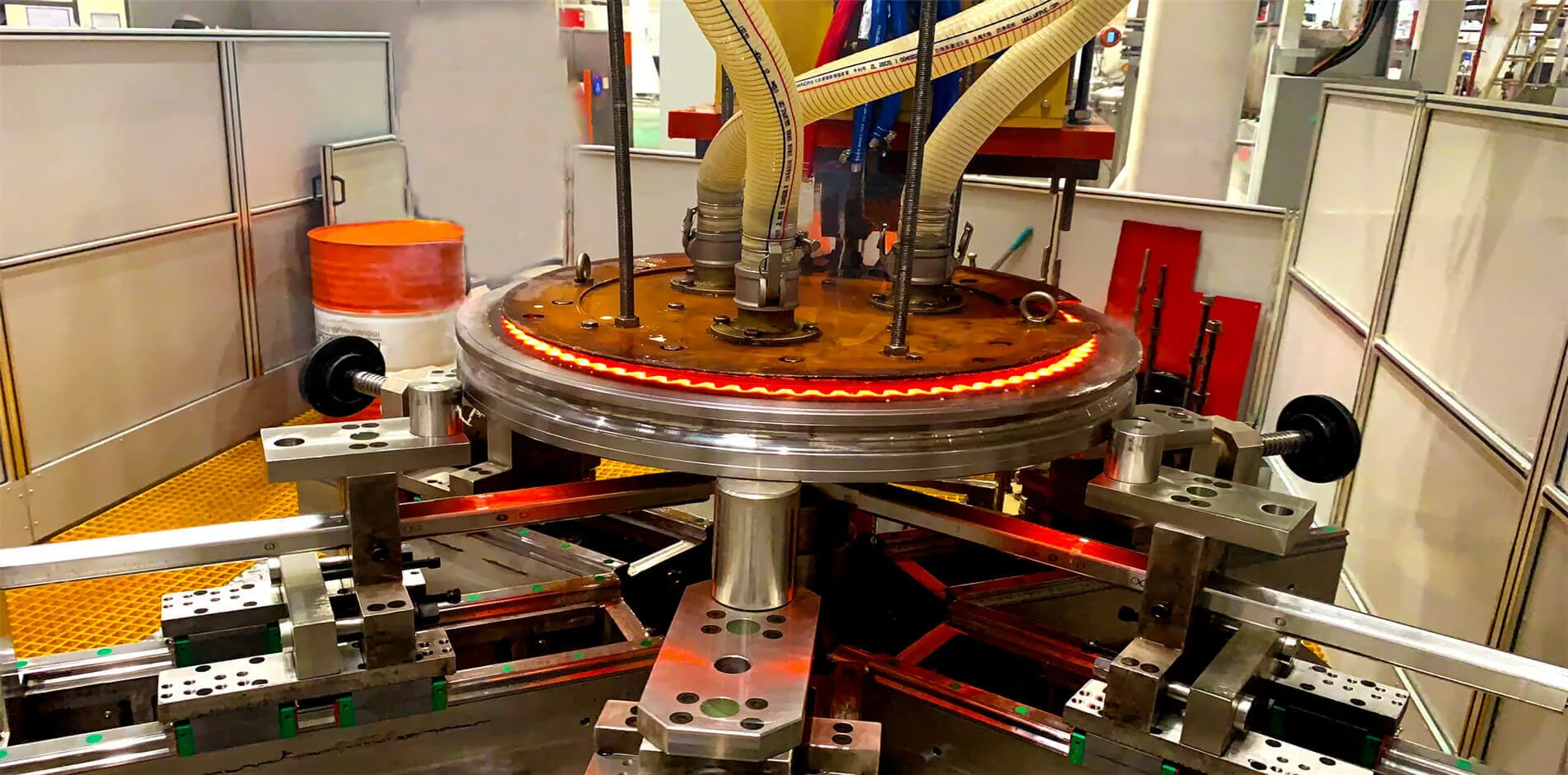
Beim Induktionshärten handelt es sich um eine Art Oberflächenhärtung, bei der ein Metallteil durch ein magnetisches Wechselfeld erhitzt und anschließend abgeschreckt (schnell abgekühlt) wird. Das abgeschreckte Metall erfährt eine martensitische Umwandlung, wodurch die Härte und Sprödigkeit des Teils zunimmt. Induktionshärten wird verwendet, um Bereiche eines Teils oder einer Baugruppe selektiv zu härten, ohne die Eigenschaften des Teils als Ganzes zu beeinträchtigen. Induktionshärten ist ein gängiges Verfahren zur Verbesserung der Verschleißfestigkeit, Oberflächenhärte und Ermüdungslebensdauer von Stahlkomponenten wie Wellen, Zahnrädern, Federn und Stanzteilen.
Wie wählt man die Induktionshärtungsfrequenz aus?
Die Erwärmungsfrequenz einer Induktionshärtemaschine hängt von mehreren Faktoren ab, wie etwa der Größe und Form des Werkstücks, der erforderlichen Erwärmungstiefe und dem erforderlichen Erwärmungsmuster, der Produktionsrate sowie den Kosten und der Größe der Ausrüstung. Im Allgemeinen führen höhere Frequenzen zu geringeren Erwärmungstiefen und gleichmäßigeren Wärmemustern, erfordern aber auch mehr Leistung und können mehr elektrodynamische Kräfte und akustisches Rauschen verursachen. Niedrigere Frequenzen erzeugen größere Erwärmungstiefen und weniger gleichmäßige Wärmemuster, erfordern aber auch weniger Strom und können weniger elektrodynamische Kräfte und akustische Geräusche verursachen.
Aussichten für Induktionshärten, Frequenzen werden in zwei Gruppen unterteilt: Mittelfrequenz (MF) und Radiofrequenz (RF). Der MF-Bereich liegt typischerweise zwischen 3 und 50 kHz und der HF-Bereich zwischen 100 und 400 kHz. MF eignet sich zum Erwärmen großer und mittelgroßer Teile mit großen Härtetiefen, während RF zum Erhitzen kleiner und dünner Teile mit geringen Härtetiefen geeignet ist. Einige Beispiele von Induktionshärtungsanwendungen und ihre typischen Frequenzen sind:
- Konturhärten von Zahnrädern: 3-10 kHz
- Oberflächenhärtung der Wellen: 10-30 kHz
- Oberflächenhärtung von Kleinteilen: 100-400 kHz
- Induktionslöten von Metallwerkstücken: 100-400 kHz
- Induktionsschmelzen kleiner Metallmengen: 100–400 kHz13
Um die beste Kombination aus Frequenz, Leistung und Zeit zur Optimierung des Induktionshärtungsprozesses auszuwählen, sollte eine detaillierte Analyse mithilfe von Computersimulationen oder experimentellen Tests durchgeführt werden.
Sie können Ihr Werkstück an senden KETCHANFür einen Härtetest wenden Sie sich bitte an das Labor oder wenden Sie sich an uns KETCHAN's Wärmebehandlungsexperte kostenlos.
Stichworte:Härteprozess, Induktionshärten, Induktionshärtungsgeräte, Anleitung zum Induktionshärten, Erwärmungsfrequenz beim Induktionshärten, Induktionshärtemaschine, Induktionshärtungsverfahren, Induktionshärtungslösungen, Induktionshärten Anlassen, Induktionsheizung, Induktionsheizgerät, KETCHAN, Oberflächenhärtungsprozess