Oberflächenhärtung
Oberflächenabschreckung bezieht sich auf die Wärmebehandlungsmethode zur Verstärkung der Oberfläche von Teilen durch schnelles Erhitzen nach dem Austenitisieren der Oberfläche, ohne die chemische Zusammensetzung und Kernstruktur des Stahls zu verändern.
Oberflächenwärmebehandlung der Hauptmethoden sind Flammenabschreckung und Induktionswärmebehandlung, häufig verwendete Wärmequellen wie Sauerstoff-Acetylen- oder Sauerstoffpropanflamme, Induktionsstrom, Laser und Elektronenstrahl.
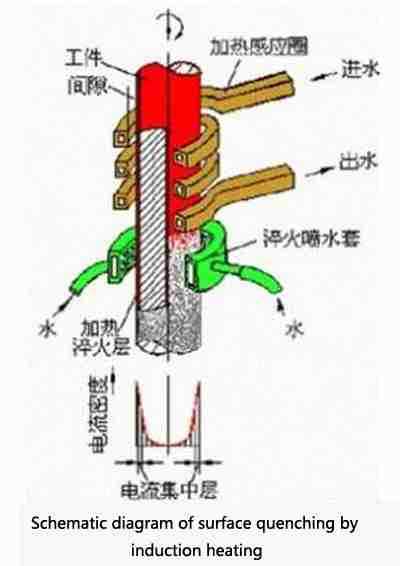
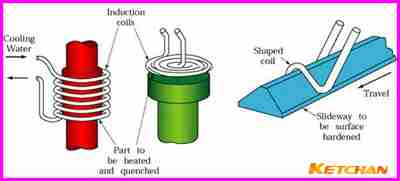
Induktionsheizung
Verwenden von Wechselstrom, um einen großen Wirbelstrom auf der Werkstückoberfläche zu induzieren, so dass die Werkstückoberfläche schnell erhitzt wird.
Induktionserwärmung ist unterteilt in:
1. Hochfrequenz-Induktionsheizung, Frequenz 250-300 kHz, Tiefe der gehärteten Schicht 0.5-2 mm;
2. Mittelfrequenz-Induktionsheizung, Frequenz 2500-8000 Hz, Tiefe der gehärteten Schicht 2-10 mm;
3. Induktionsheizung mit Leistungsfrequenz, Frequenz 50 Hz, Tiefe der gehärteten Schicht 10-15 mm.
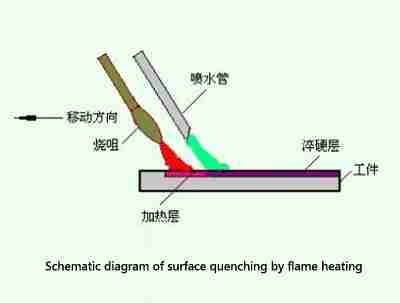
Flammenerwärmung
Das Verfahren zum direkten Erhitzen der Werkstückoberfläche mit einer Acetylenflamme. Niedrige Kosten, aber die Qualität ist nicht leicht zu kontrollieren.
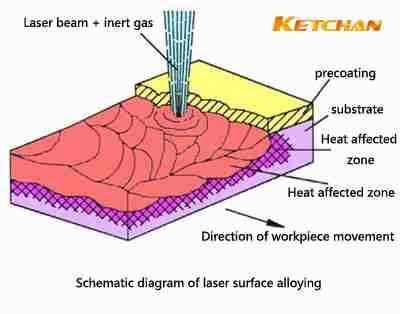
Laserheizung
Das Verfahren zum Erhitzen der Werkstückoberfläche mit einem Laser mit hoher Energiedichte. Hohe Effizienz und gute Qualität.
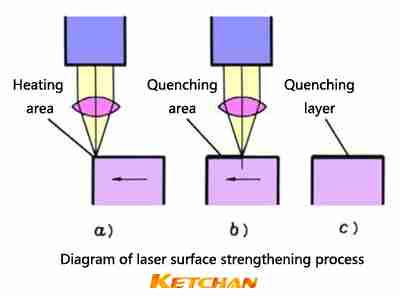
Die Laser-Oberflächenverstärkung wird hauptsächlich für lokale Verstärkungsteile wie Stanzwerkzeuge, Kurbelwellen, Nocken, Nockenwellen, Keilwellen, Führungsschienen für Präzisionsinstrumente, HSS-Schneidwerkzeuge, Zahnräder und Zylinderlaufbuchsen von Verbrennungsmotoren usw. verwendet.