
Hochfrequenz-Induktionshärtemaschine
1 IGBT-Hochfrequenz-Induktionshärtemaschine
2 Großer Frequenzbereich, schnelle Aufheizgeschwindigkeit
3 Temperatur und Zeit können gut kontrolliert werden
4 Perfekt
Welleninduktionshärtemaschine
1 Automatisierte Wellen-Induktionshärtemaschine
2 Schnelle Aufheizgeschwindigkeit Weniger Oxidation
3 Heizlänge Geschwindigkeitstemperatur kann steuern
4 Gleichmäßige Härtungsgeschwindigkeit hoch

Kugelbolzen-Induktionshärtemaschine
1 Kugelzapfen-Kugelpfannen-Induktionshärtemaschine
2 maßgeschneiderte CNC-Härtemaschine mit 1, 2, 4 und 8 Stationen
3 Digitales DSP-Induktionsheiznetzteil

CNC-Induktionshärtemaschine
1 schlüsselfertige CNC-Induktionshärtemaschine
2 CNC-Programm mit Siemens Mitsubishi Fanuc
3 importierte Kugelumlaufspindel-Servomotorantriebe
4 Anpassen 1 10

Vertikale CNC-Härtemaschine
1 Vertikale CNC-Härtemaschine
2 Übernahme des CNC-Steuerungssystems von Siemens
3 Hohe Automatisierung für die Massenproduktion
4 Übernehmen Sie ein integriertes Härtungsdesign

Horizontale Härtemaschine
1 Automatisierte horizontale Härtemaschine
2 Geeignet für alle Arten von Wellenhärtungsfällen
3 Vollständiger Induktionshärte-Anlassprozess
4 Mit Multi

Hochfrequenz-Induktionshärtemaschine
1. IGBT-Hochfrequenz-Induktionshärtemaschine.
2. Breiter Frequenzbereich, schnelle Aufheizgeschwindigkeit.
3. Temperatur und Zeit können gut kontrolliert werden.
4. Perfekte Selbstschutzalarmfunktionen.
5. Gleichmäßiges Härteergebnis.
6. Passen Sie verschiedene Induktionshärtungsspulen an.

Welleninduktionshärtemaschine
1. Automatisierte Welleninduktionshärtemaschine.
2. Schnelle Aufheizgeschwindigkeit, weniger Oxidation.
3. Heizlänge, Geschwindigkeit, Temperatur können steuern.
4. Gleichmäßige Härtungsgeschwindigkeit, hohe Steuerpräzision.
5. Passen Sie verschiedene Induktionsspulen an.
6. Energiesparendere, grünere Umgebung.

Kugelbolzen-Induktionshärtemaschine
1. Kugelzapfen, Kugelpfannen-Induktionshärtemaschine.
2. Kundenspezifische CNC-Härtemaschine mit 1/2/4/8 Stationen.
3. Digitales DSP-Induktionsheiznetzteil.
4. Speziell angepasste Induktionshärtungsspule.
5. Spiel mit patentiertem Induktionshärtungstransformator.
6. Schließen Sie das schlüsselfertige Projekt zur Induktionshärtung von Kugelbolzen ab.

CNC-Induktionshärtemaschine
1. Schlüsselfertige CNC-Induktionshärtemaschine.
2. CNC-Programm mit Siemens/Mitsubishi/Fanuc.
3. Importierte Kugelumlaufspindel, Servomotorantriebe.
4. Passen Sie 1-10 Arbeitsstationen an.
5. Match-Prozessparameter-Überwachungssystem.
6. Wir sind ein direkter Lieferant mit CE, SGS.

Vertikale CNC-Härtemaschine
1. Vertikale CNC-Härtungswerkzeugmaschine.
2. Nehmen Sie Siemens CNC-Steuerungssystem an.
3. Hohe Automatisierung für die Massenproduktion.
4. Härtendes integriertes Design annehmen.
5. Verwirklichen Sie verschiedene Härtungsmethoden.
6. Passen Sie 1-10 Arbeitsstationen an.

Horizontale Härtemaschine
1. Automatisierte horizontale Härtemaschine.
2. Geeignet für alle Arten von Wellenhärtefällen.
3. Vollständiger Induktionshärtungsprozess.
4. Mit mehrsprachigem berühmtem CNC-System.
5. Bieten Sie einen kostenlosen Induktionswärmebehandlungsprozess an.
6. Stützüberseedienst, 24 Stunden arbeitend.

Induktionshärtung von Schienen
Abhängig von der Art des Metalls, der gewünschten Härte und der verfügbaren Ausrüstung gibt es unterschiedliche Methoden zum Härten der Oberfläche der Metallschiene. Einige der gängigen Methoden

Induktionshärtung von Buchsen für Erdbewegungsmaschinen
Das Induktionshärten von Buchsen für Erdbewegungsmaschinen ist ein Prozess, der induzierte Wärme und schnelles Abkühlen nutzt, um die Härte und Haltbarkeit von Stahlteilen zu erhöhen, die in Erdbewegungsmaschinen verwendet werden1.
Anleitung zum Induktionshärtungsprozess
KETCHAN's Induktionserwärmungsmaschine Frequenzbereich: 1 kHz-600 kHz Maschinenpreis erhalten Induktionshärten ist eine Art Oberflächenhärtung, bei der ein Metallteil durch Wechselstrom erhitzt wird

Induktionshärten von Rädern
Beim Induktionshärten von Rädern wird die Oberfläche von Zahnrädern erhitzt und abgeschreckt, um deren Härte und Verschleißfestigkeit zu erhöhen. Die Induktionserwärmung nutzt ein elektromagnetisches Feld, um
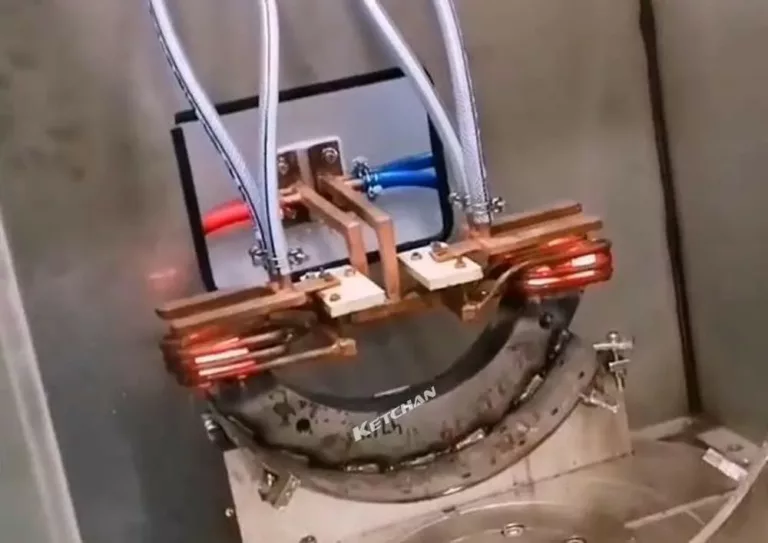
Induktionshärten von Lagern für Windkraftgeneratoren
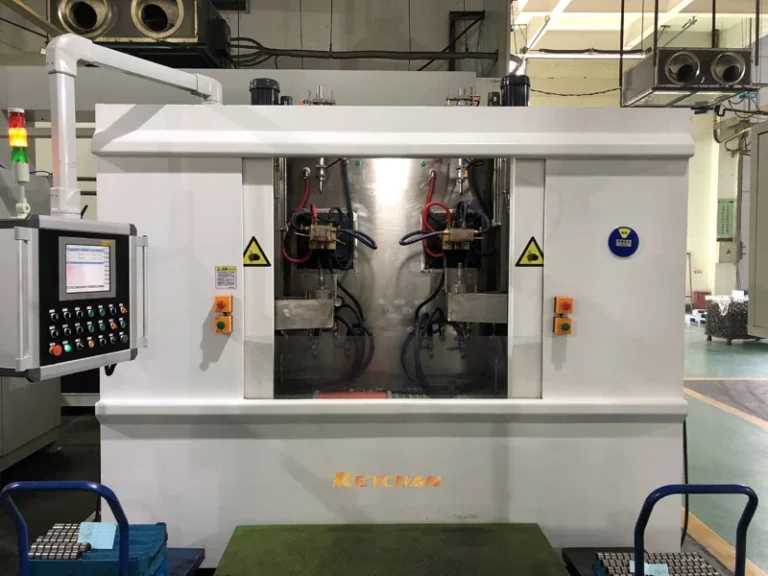
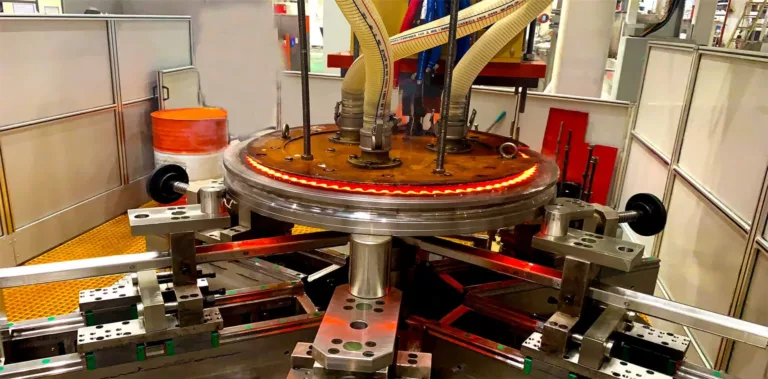
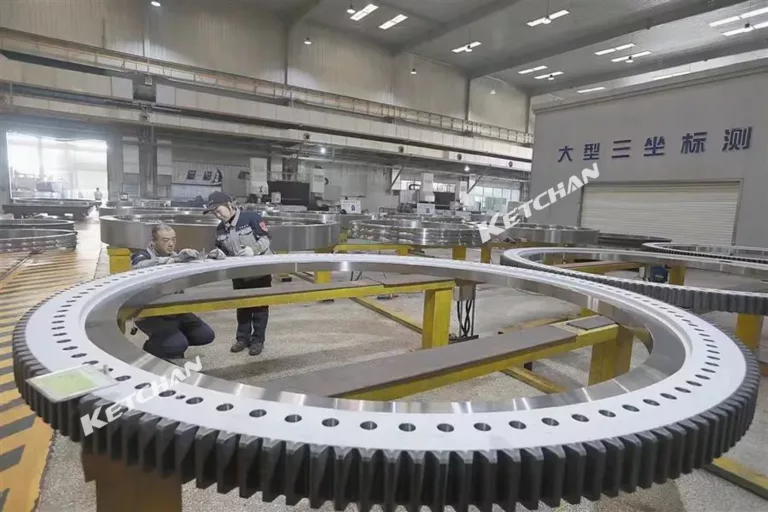
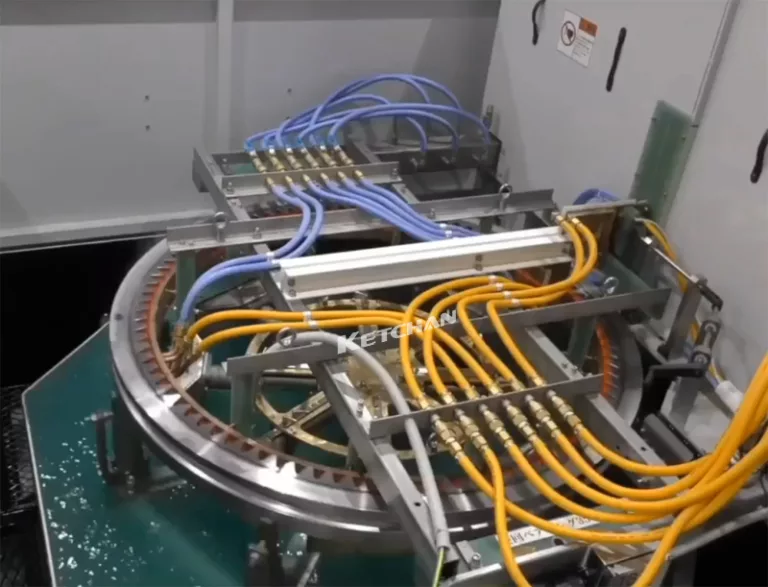
CNC-Härtemaschine für Lager von Windkraftgeneratoren Die großen Lager in Windkraftgeneratoren sind die Schlüsselkomponenten bei der Konstruktion von Windkraftanlagen. Die Härtequalität von

Elektrofahrzeug-Induktionserwärmung, Härten und Löten
Elektrofahrzeuge und Induktionserwärmung In den letzten Jahren ist die Nachfrage der Menschen nach Elektrofahrzeugen erheblich gestiegen, und Elektrofahrzeuge sind zu einem neuen Markt für große Unternehmen geworden
Zweifrequenz-Induktionshärten von Zahnrädern
Das Prinzip der Zweifrequenz-Induktionserwärmung Beim herkömmlichen (traditionellen) Zweifrequenz-Induktionshärten werden zwei Induktoren mit zwei Frequenzstromquellen versorgt und das Zahnrad muss vorgewärmt werden

Induktionshärten von Automobilkomponenten
https://www.youtube.com/watch?v=w3wKmfnNGs8 Parts can reflect the extent of induction hardening of an average car. Induction hardening of constant-speed links (sleeves and cylinders for front-drive sedans), axles and rear axle drive

Induktionshärtemaschine für Kugelzapfen und Kugelpfannen
Die Hauptfunktion des Kugelzapfens besteht darin, die Auf- und Abwärtsbewegung des Rades und die Lenkbewegung zu realisieren. Der Kugelzapfen ist eine wichtige Sicherheit

Maschine zum Härten der Innenfläche von Betonpumpenrohren
1. Induktionshärtung der Innenfläche des digitalen Betonpumpenrohrs.
2. Kundenspezifisches Rohrinnenloch-Induktionshärtesystem.
3. Induktionserwärmungshärtungsrohrlänge bis zu 3.5 m.
4. Schnelle Aufheizgeschwindigkeit, viel Energieeinsparung.
5. Es ist ein schlüsselfertiges Induktionshärtungsprojekt für Rohre.

Induktionshärten der Welle
Anwendungen: Bei Werkstücken, die wechselnden Belastungen wie Torsion und Biegung ausgesetzt sind, muss die Oberflächenschicht einer höheren Belastung oder Verschleißfestigkeit standhalten als der Kern

Induktionshärtungsgeräte
Bei einer Induktionshärtungsanlage handelt es sich um ein Heizsystem zur Oberflächen- und Durchhärtung mechanischer Teile nach dem Prinzip der Induktionserwärmung. Durch die Induktionserwärmung kann Wärme zugeführt werden
Induktionserwärmungslösungen für Autoteile
Vor- und Nachteile der Induktionswärmebehandlung von Autoteilen Die Induktionswärmebehandlung ist ein Prozess, bei dem elektromagnetische Felder verwendet werden, um Metallteile oder Komponenten ohne direkten Kontakt zu erhitzen. Es ist

Induktionserwärmung von Verbundwerkstoffen
Bei der Induktionserwärmung handelt es sich um eine Technologie, die ein elektromagnetisches Wechselfeld zum Erhitzen ferromagnetischer und leitfähiger Materialien nutzt und in der Vergangenheit auf Polymermaterialien und Verbundwerkstoffe angewendet wurde

Was kann die Induktionserwärmungstechnologie für die 5G-Branche leisten?
Die Induktionserwärmungstechnologie kann der 5G-Branche möglicherweise Vorteile bei der Herstellung, Prüfung und Reparatur von 5G-Komponenten und -Geräten bieten. Zum Beispiel: Herstellung von 5G-Komponenten und
Elektrofahrzeug-Induktionserwärmung, Härten und Löten
Elektrofahrzeuge und Induktionserwärmung In den letzten Jahren ist die Nachfrage der Menschen nach Elektrofahrzeugen erheblich gestiegen, und Elektrofahrzeuge sind zu einem neuen Markt für große Unternehmen geworden
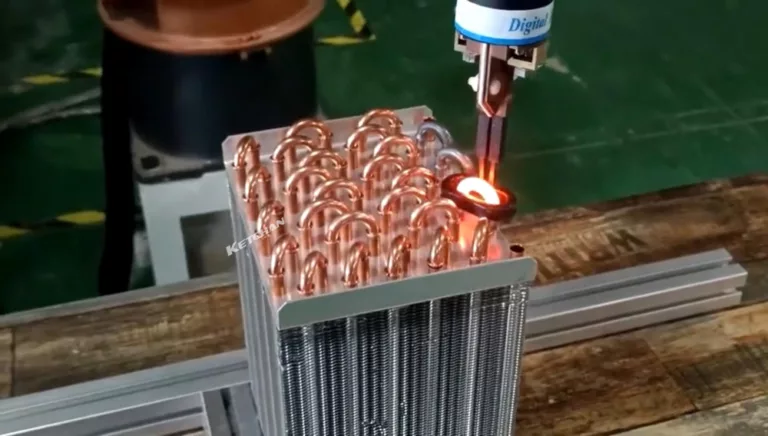
Präzisionslösungen für Induktionslöten
Was ist Induktionslöten? Beim Induktionslöten werden zwei oder mehr elektrisch leitende Materialien mithilfe eines präzisen elektromagnetischen Feldes erhitzt, um sie mit einem Füllstoff zu verbinden

Induktionslötlösungen für die HLK-Industrie
Zusammensetzung des Klimaanlagenzubehörs Zu den Klimaanlagenzubehörteilen gehören Schaltkreissteuerplatinen, Kabelsteuerungen, Verteiler, Kältemittel, elektronische Expansionsventile, Motoren, Kompressoren, Flüssigkeitsspiegel und Kugelhähne. Hochfrequenz-Induktionslöttechnologie